PET造形時の糸引きトラブルの解決方法
2020.11.22 更新日:2024.02.28
- 3Dプリンター
・ フィラメントの糸引き
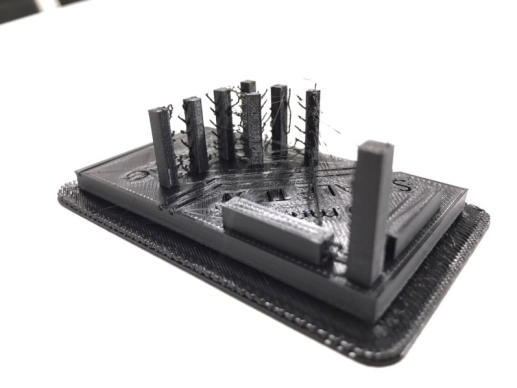
FDM方式の造形は溶かした樹脂を塗り重ねていく性質上、2つのタワーを同時に造形する際は交互に造形していきます。その過程でノズルがタワーを移動する際、ノズル周りに僅かに付着したフィラメントを引いたまま移動することで糸引きが発生してしまいます。
(糸引き発生はフィラメントの材質毎に異なります)
・リトラクトの設定とノズル温度を調整する
リトラクトというのは押し出すギアを逆回転する事でフィラメントを引き戻す機能になります。これにより移動時、ノズルに残った余分な樹脂を引き戻し、糸引きを抑える効果があります。

・リトラクトの設定
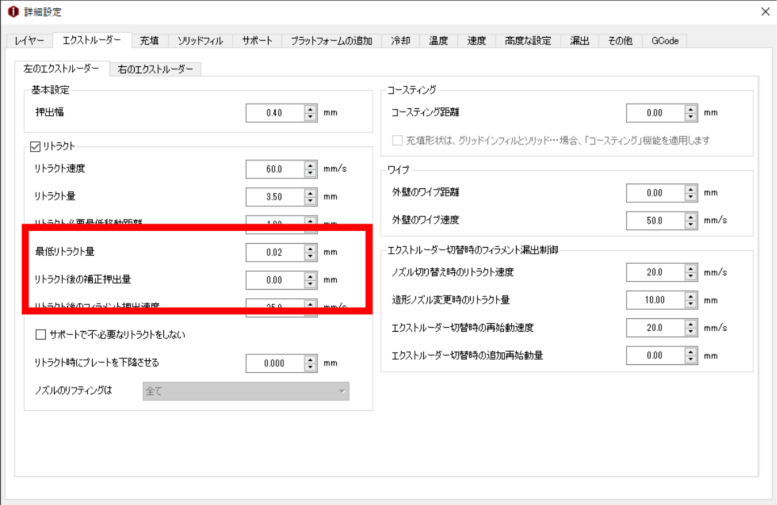
リトラクトの項目にチェックを入れて頂き、リトラクト速度とリトラクト量を上げます。
これにより糸引きの改善が見込めます。
(リトラクト速度 +10~20mm/s、リトラクト量+2~3㎜)
・ノズル温度の調整
ノズル温度も糸引きに深く関係しています。
ノズル温度が高いとフィラメントが固まるのが遅くなり糸引きが発生しやすくなります。
平均温度より5~10℃下げる程度で効果はみられます。

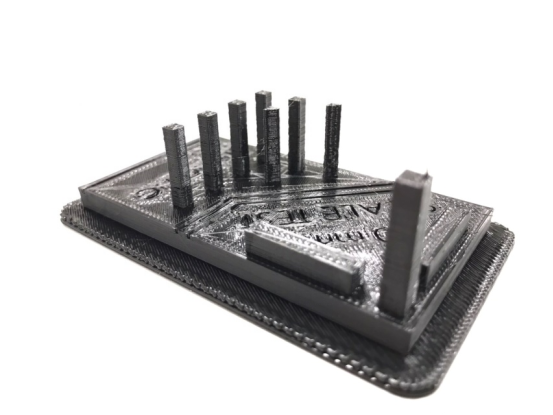
(左:リトラクト無 / 中央:リトラクト有 / 右:リトラクトとノズル温度調整)
リトラクトを調整するだけでも糸引きは大きく改善されますので仕上がりを見ながら設定を調節することをお勧めします。